
Case Studies

Featured










Whether developing a new hydraulic pump design that has to closely match predefined specifications, or verifying the functionality of a production unit, an accurate and reliable test system is needed to confirm the functional parameters of those pumps.
Air contamination in oil is a serious condition. There are five problems associated with aerated oil that can be deadly to lubrication components, like oil pumps.
With proper measurements one can quantify the susceptibility of one's design or component to the negative effects of aeration.
There are a number of ways to introduce air into the oil to obtain a certain level of aeration. There are two predominant methods for achieving oil aeration: suction port t-fitting and direct injection.
Apart from the ingress of debris, the greatest danger to any design of a pump is cavitation. The phenomenon can be found in centrifugal (i.e. impeller) or positive displacement (i.e. gear, gerotor or vane) pumps, in both oil and coolant applications. Excessive cavitation can lead to erosion damage. It is important to understand how cavitation occurs as there are some misconceptions and confusion on this topic.
The major purpose of lubrication oil is to provide low bearing friction, to transfer heat and to protect components from corrosion. Contaminants will affect the oil’s ability to meet these requirements.
Many OEMs are battling to improve vehicle durability, increase efficiency and reduce noise, but are struggling to find the answers. Unfortunately, many of the recent design trend are forcing higher aeration levels, and far too many OEMs are unaware.
In the pursuit of greater efficiency, many OEMs are making design decisions that may amplify the effects of oil aeration. Air bubbles may seem benign, but they can detrimentally affect the performance and durability of engines, drivelines and hydraulic equipment.
As the global interest for clean energy alternatives increases within the automotive industry, so does the requirement of efficiently storing electricity. The latest trends in electric vehicle technology have led to the development of high-voltage storage solutions, all backed by the need for increased efficiency and quicker charge times.
ATA Inc. was awarded a project from an existing client to build test systems for production verification testing on six different engine oil pump models. We delivered on the client's needs for an accurate and interchangeable tool to verify pump performance and functionality using a grouping layout for the individual test cells, and by employing laser marking stations.
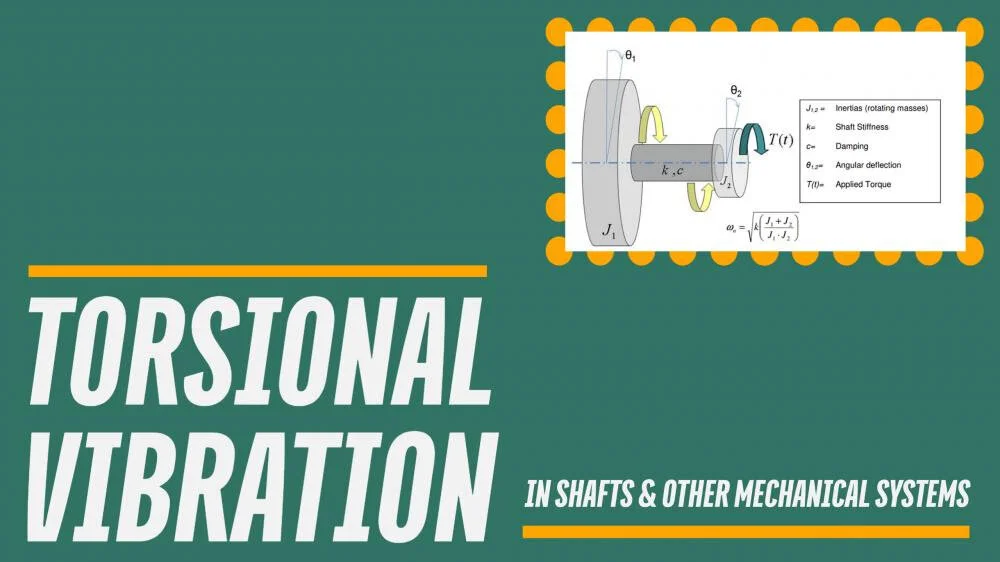
Torsional Vibration in shafts and other mechanical systems
The torsional vibration of a crank or motor shaft is an important factor in the suitability and reliability of a system design. Finite element modelling can predict the natural vibration and forced vibration based on the expected harmonics and speeds. However, modelling can only go so far, and oftentimes a measurement setup is required, such as ENSURE, for physical validation of the key assumptions.
Pulsation in pipes and other hydraulic systems
Pumping and system pulsations are an important factor in the suitability and reliability of a design. Finite element modelling can predict the natural waves and forced waves based on the expected pump harmonics, geometries and speeds. However, modelling can only go so far, and oftentimes a measurement setup is required, such as ENSURE, for physical validation of the key assumptions.
Manufacturers constantly need to modify products to incorporate advancements in technology and improvements in design and efficiency. With the push for electrification and improvements in efficiency of components, water pumps have seen significant advancements.